
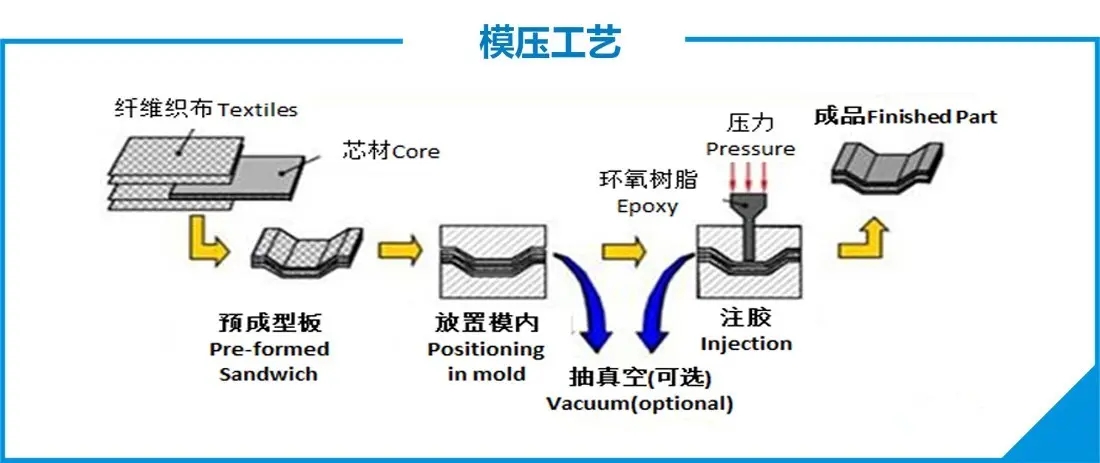
模压成型工艺是将一定量预浸料放入到金属模具的对模模腔中,利用带热源的压机产生一定的温定的温度和压力作用下使预浸料在模腔内受热软化、受压流动、充满流动、充满模腔成型和固化品的一种工艺方法。
模压成型工艺的特点是在成型过程中需要加热,加热的目的是使预浸料中树脂软化流动,充慢模腔并加速树脂基体材料的固化反应。预浸料充满模腔过程中,不仅树脂基体流动,增强材料也随之流动,树脂基体和增强纤维同时填满模腔的各个部位。
只有树脂基体粘度很大、粘结力很强,才能与增强纤维一起流动,因此模压工艺所需的成型压力较大,这就要求金属模具具有高强度、高精度和耐腐蚀,并要求用专用的热压机来控制固化成型的温度、压力、保温时间等工艺参数。
模压成型方法生产效率较高,制品尺寸准确,表面光洁,尤其对结构复杂的复合材料制品一般可一次成型,不会损坏复合材料制品性能。其主要不足之处是模具设计与制造较为复杂,初次投入较大。尽管模压成型工艺有上述不足之处,目前模具成型工艺方法在复合材料成型工艺中仍占有重要的地位。
下面我们简单介绍碳纤维模压成型的工艺流程:
1、准备工作
做好预浸料、成型工装模具、随炉试件的配套工作,并清理模具中上一次使用残留的树脂、杂物,保持模具的干净和光滑;
2、预浸料裁剪与铺层
将即将做成产品的碳纤维的原料准备好,预浸料复验合格后,计算好原料的用料面积、用料的张数,把原料一层层的香加起来,同时对叠加的材料进行预压,压成形状规整,质量一定的密实体;
3、装模固化
把叠好的原料放置到模具中,同时在在内部放入塑料气囊,合模,将整体放入合模机中,对内部塑料气囊加一定的恒定压力,恒定的温度,设置恒定的时间,使其固化;
4、冷却脱模
对经过执压外理一段时间的模具先冷知一段时间,然后揭开模具,进行脱模外理目清理好工装模具;
5 加工成型
脱模后的产品需要对其进行清理,用钢刷或铜刷刮去残留的塑料,并用压缩空气吹净,对成型的产品进行打磨,使表面光滑整洁;
6 无损检测及最终检验
按设计文件要求对制品进行无损检测和最终检验。
湖南瑞蒙新材是一家专业从事碳纤维,以碳纤维为主,包含凯夫拉纤维、玻璃纤维、石墨烯等复合材料研发及其制品加工的企业;拥有完善的碳纤维产品核心生产设备,如碳纤维热压成型机、热压罐等,并设立了专属部门,进行创新功能材料的分析与研发,成立至今多次参与中国航天科工、中国电科等军工类企业的产品研发,在碳纤维领域的实力不言而喻
 客服微信
客服微信
